Sähköhitsausputkien hitsaus
Putkilinjan tai päävesijärjestelmän asettamista ei voida tehdä yhdellä materiaalilla. Tähän mennessä on kehitetty monia menetelmiä, joiden avulla yksittäisten segmenttien liittäminen. Edistyksellisin on sähkömuokkausputkien hitsaus.
Mikä se on
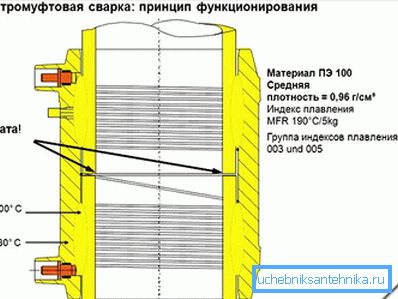
Menetelmän ydin on se, että liitosliittimessä on sähkökäämi. Se voi olla täysin auki, osittain haudattu tai piilossa. Lämmityselementissä on kaksi lähtevää kosketinta, joihin hitsauslaite on kytketty. Määritetty jännitteen arvo toimitetaan tietyn ajan. Liittimen sisäosa ja putken työntynyt osa lämpötilan vaikutuksesta muuttuu nestemäiseksi. Ulkoseinä ei kuumene niin paljon ja säilyttää sen elastisuuden, mikä saa aineen liikkumaan alaspäin, minkä seurauksena muodostuu monoliittinen rakenne.

Kytkimet on valmistettu kolmesta muovista: polyeteeni, polypropeeni, polybuteeni. Kaasun asennuksessa käytetään yleensä vain ensimmäistä vaihtoehtoa.
Vihje! Merkinnät kohdistetaan liittimiin, mikä ilmoittaa käyttäjälle, mitä jännitettä ja millä aikaväliä sovelletaan. Ilmaisee myös valmiin liitoksen jäähdytysajan. Lisäksi suunnittelussa on erityisiä indikaattoreita, jotka osoittavat prosessin loppuunsaattamisen.
edut

Tällä teknologisella menetelmällä on monia myönteisiä näkökohtia:
- Hitsauksen aikana putken sisähalkaisija ei vähene. Tämä tarkoittaa sitä, että sitä voidaan käyttää paitsi silloin, kun järjestelmässä on vakiopaineinen painepää. Viemäröinti- ja myrskyjärjestelmät eivät ole poikkeus.
- Hyvin harkitun instrumentaalipohjan ansiosta ihmisen tekijä pienenee minimiin, kun suoritetaan kaikki vaaditut toiminnot.
- Tämä menetelmä on hyväksyttävämpi, jos tarvitset kaksi suurikokoista putkea.
- Sähköliitoshitsaus on välttämätön, kun päälinjaa korjataan, ja putkia ei voida siirtää vaakatasossa.
- Nivelen esteenä ei myöskään tapahdu, kun molemmat tai yksi putkista vahvistetaan vahvistavilla sulkeilla. Kun hitsausta ei tapahdu, se ei takaa sauman vahvuutta.
- Ompeltua polyeteeniä olevat putket kytkeytyvät yleensä mekaanisesti. EZ-hitsaus tarjoaa mahdollisuuden vaikuttaa molekyyli- sidoksiin ja tarjoaa korkealaatuisen sauman.
- Putkilinjan, jossa on useita hanoja, kokoonpano voidaan suorittaa suoraan paikan päällä ilman tarvetta alustavaan liittämiseen ja valmiiden rakenteiden asentamiseen.
- Sähkön säästäminen muihin tyyppeihin verrattuna.
- Etu on hitsaustuotteissa eri laatuluokissa, kuten myös eri läpimitta.
Työkalut

Jotta koko prosessi sujuisi sujuvasti, sinun on oltava tietty työkalu:
- Hitsauskone. Tämän tyyppiseen hitsaukseen kehitettiin ainutlaatuinen yksikkö. Se perustuu puolijohdeteknologiaan, joten se kuluttaa suurempaa määrää sähköä kuin muut vastaavat. Yleensä tällaisille yksiköille ilmoitetaan suurimmat ja pienimmät hitsatut halkaisijat. On viivakoodinlukija, joka syöttää automaattisesti tietyn tyyppistä yhteyttä, se voidaan tehdä myös manuaalisesti. Jokaisen läpiviennin tiedot tallennetaan muistiin siten, että käyttäjä tai ohjausryhmä voi saada tietoa. Sinulla voi olla sisäänrakennettu sarja- tai USB-portti, johon voi liittää flash-aseman siirtääksesi asetuksia tai tietoja. Etupaneelissa on yleensä näyttö, joka näyttää nykyiset asetukset. Joissakin yksiköissä on useita osia.
- Asennoitin. Pieni metallirakenne nauhan muodossa, jossa on useita leikkeitä. Tämän työkalun avulla voit sijoittaa suuttimet samaan tasoon hitsauksen suorittamiseksi. Sen tarkoituksena on myös korjata ovaliteetti. Näihin tarkoituksiin voidaan käyttää myös erillistä puristinta.
- Cutter. Yleensä käytetään levyä. Hän tekee mahdolliseksi tasaisen leikkauksen, joka on vaatimus.
- Kaavin. Pieni kahva terällä. Se voi olla myös useita moduuleja sisältävä kiinnike. Yksi niistä on sijoitettu putkeen, toinen, johon leikkuupää on sijoitettu, on kytketty ja poistaa ylemmän kerroksen pyörimisen aikana. Tämä menettely on välttämätön, jotta ei muodostu karkea pinta, vaan poistetaan suuttimen hapetettu osa.
- Ruletti tai hallitsija.
- Puhtaampaa. On tarpeen poistaa lika ja rasva. On tarpeen käyttää erityisesti tietyn tyyppistä putkea varten suunniteltua. Älä käytä tavallista alkoholia tai asetonia.
- Marker. Vedenpitävää valkoista tai kirkasta väriä käytetään merkkien lisäksi myös piikkien sijasta.
Vihje! Satulan sisäkäyttöön käytetään myös erikoisporaa sekä kuusio- ja ruuvimeisseliä.
asennus

Piikkiprosessi ei ole kovin monimutkainen, mutta se vaatii jonkin verran tarkkuutta, huomiota ja sitkeyttä.
- Jos ennen työskentelyä on aikaa, on suositeltavaa suoristaa putki 24 tunnin kuluessa, irrottamalla se lahdelta, mikä auttaa osittain korjaamaan ovaliteetin.
- Ensimmäinen asia on leikata putken reuna. Näihin tarkoituksiin on mahdollista, mutta ei toivottavaa, käyttää hakasahaa. Butt on karkea. Käytä levyputkileikkuria, joka antaa oikean tason.
- Seuraavaksi on merkintä. On tarpeen käyttää viivaa, johon liitos kuluu. Hänestä tehdään vielä 1-2 cm: n marginaali.
- Poista yläkerros käyttämällä kaavinta tai mekaanista oksidipuhdistinta. Jos putkien halkaisija ei ylitä 63 mm, se on 0,1 mm. Jos ulkohalkaisija on suurempi, sinun on poistettava 0,2 mm.
- Nyt putkea käsitellään liuottimella ja sijoitetaan paikannuslaitteeseen. Sen on oltava hyvin kiinteä ja oikea ovaliteetti. Asennusta ei pidä kohdistaa murtumispuristukseen. Paikannuslaitteen on kompensoitava se.
- Kytkin kytketään päälle (sitä on myös käsiteltävä sisäpuolella olevalla liuoksella). Jos putken halkaisija on hyvin suuri, kytkentä venytetään täysikokoiseksi. Toinen suutin toimitetaan ja sovitin on pudonnut puoleen syvyydestään. Mortgage-kierteen on oltava koko putken alueella, jotta varmistetaan oikea seos.
- Kahden putken liittämisen jälkeen hitsauslaite on kytketty. Skanneri lukee tarvittavat parametrit tai syöttää ne manuaalisesti. Prosessi alkaa. On tärkeää muistaa, että jäähdytysaikaan sisältyy myös koko sykli. Jos puristin irrotetaan varhain, tiiviys katkeaa.
- Kun kaikki tehtävät on suoritettu, aika ja päivämäärä sekä operaattori asetetaan yhteyteen.
- Satulalaitteen asennuksessa on samanlainen algoritmi. Puhdistus tapahtuu asennuspaikalla, mutta ei koko ympärysmitan ympärillä, vaan vain tartunta-alue, jonka kierre estää. Irrotuksen jälkeen satula on kulunut ja tukevasti kiinni. Hitsaus suoritetaan. Lisäksi lisätyökalun avulla leikataan. Pistokkeen avulla tekninen aukko on suljettu ja tarra asetetaan.
Vihje! Oksidin poistamiseksi älä käytä hiekkapaperia tai sopimattomia pesureita. Raaputat vain pinnan, mutta älä saavuta toivottua tulosta.
Tyypillisiä virheitä

Joissakin tapauksissa yhteys on paineistettu. Tämä voidaan havaita jo täydellisen asennuksen päätyttyä. Tämä tapahtuu seuraavista syistä:
- Operaattori ei kompensoinut ovaliteettia. Tämä voi johtaa siihen, että sula muovi ei täytä koko tilaa.
- Kaavinta ei tehty kaapimella. Tuloksena on, että kytkentä ja putki eivät muodosta monoliittista juottamista.
- Putki oli kulmassa sovittimeen nähden. Seurauksena on nestemäisen muovin vuotaminen.
- Liitintä ei ollut täysin asennettu. Asuntolaina ei sulaa riittävästi nivellettyä pintaa.
- Ei ollut rasvanpoistoa eikä sen jälkeen koskettanut puhdistuspaikkaa kädellään. Yhteys ei ole tiukka.
HDPE-putkien kytkemiseen sovelletaan myös tätä ohjetta. Tämä menetelmä on paljon parempi kuin mekaanisella kiinnittimellä varustettujen liitosten käyttö, jotka eivät pysty takaamaan täydellistä tiiviyttä.
video
Esitetyt videomateriaalit esittävät sähkömuokkausputkien hitsauksen teknistä prosessia: